
Food Manufacturing
PTI Pacific is a 100% Australian owned company specialising in the design, engineering and manufacturing of high-quality machines and production solutions for the broad Food Manufacturing industries.
Shelf-Life Extension - PTI Pacific’s latest solutions for label-friendly processing aids for the Food Manufacturing Industry. Premium products from Foodcare Technologies offer anti-microbial and shelf-life extension products for a variety of fresh and produced foods including:
Cut Fruits & Vegetables including packaged snacks and salads
Decontamination of uncut whole fruits
Decontamination of uncut whole fruits and
Stabilisation and shelf-life extension for sauces, dips, preserves, salsa or non-active beverages
CIP Solutions - Economical Automated Cleaning (CIP) solutions from single-tank mobile up to multi-vessel Hot Water and steam sterilising systems for medium process facilities
Water Treatment -PTI Pacific delivers premier water treatment technologies tailored for the food manufacturing sector. We prioritise water quality for compliance and product excellence, offering solutions from bespoke filtration to advanced and automated purification for all scales of operation, solutions include carbon treatment, particulate and bag filters and UV disinfection, through to turnkey MF, UF, NF and low or high-pressure RO systems.
Our Most Popular Technologies for Food Manufacturers



800 Series CIP Systems – Elevate Hygiene, Maximize Efficiency

In food manufacturing, maintaining uncompromising hygiene and efficiency is essential to delivering safe, high-quality products. The PTI Pacific 800 Series Clean-in-Place (CIP) systems are designed to meet the rigorous demands of food production, ensuring thorough sanitation, regulatory compliance, and seamless operations—all while reducing downtime and operational costs.
Why the 800 Series is Essential for Your Food Manufacturing Facility?
✔ Ensures Food Safety & Compliance
Our CIP systems eliminate bacteria, allergens, and contaminants, helping you meet HACCP, FSMA, and other regulatory requirements effortlessly.
✔ Automated Cleaning for Maximum Efficiency
Reduce labor-intensive cleaning processes with fully automated, precision-controlled cycles that keep production lines running at peak performance.
✔ Cuts Downtime, Increases Productivity
Faster, more effective cleaning means less downtime and more continuous production, increasing your overall output.
✔ Optimized Resource Usage = Lower Costs
Smart chemical dosing and water efficiency minimize waste while reducing operational costs—supporting sustainability efforts without compromising performance.
✔ Protects Equipment & Product Integrity
Prevents scale buildup and residue formation, extending the lifespan of your processing equipment and preserving the quality and taste of your food products.
Tailored CIP Solutions for Any Scale
From single-tank mobile units for small-batch producers to multi-vessel hot water and steam sterilization systems for large-scale food processors, the PTI Pacific 800 Series is designed to integrate seamlessly into any food manufacturing setup.
Contact us for more information.

Naturally Extend Shelf Life with FoodCare® AMS & JMS
FoodCare® AMS and JMS are label-friendly, naturally derived antimicrobial processing aids designed to extend shelf life while preserving the flavor, texture, and nutritional integrity of food products. Their unique blend of natural acidulants effectively combats Gram-positive and Gram-negative bacteria, mold, and yeast contamination, ensuring food safety without the need for artificial preservatives.
Key Benefits:
✔ Extends Shelf Life – Protects against microbial growth for longer-lasting freshness.
✔ Preserves Quality – Maintains the taste, texture, and nutritional value of food.
✔ Clean Label Solution – Eliminates the need for artificial preservatives.
Ideal for a Wide Range of Products:
✔ Purées & Pastes – Tomato paste, curry paste, and vegetable purées.
✔ Sauces & Condiments – Ketchup, pesto, relish, chutney, and horseradish.
✔ Dips & Dressings – Salad dressings, garlic dips, and creamy spreads.
✔ Soups – Tomato, vegetable, mushroom, and other fresh soups.
✔ Jams & Marmalades – Fruit spreads with enhanced stability.
✔ Dairy Products – Non-active yogurts, cream cheese, and specialty cheeses.
With FoodCare® AMS & JMS, food manufacturers can ensure longer-lasting, high-quality products while meeting consumer demand for natural and preservative-free solutions.
FoodCare® FCAV – Natural Anti-Browning & Shelf-Life Extension for Vegetables

FoodCare® FCAV is a label-friendly, natural processing aid formulated to prevent enzymatic browning and “After Cooking Darkening” in a variety of vegetables while extending shelf life. It effectively replaces harsh chemicals like acid pyrophosphates and metabisulfite/SO₂, offering a safer, clean-label alternative without compromising product quality.
Key Benefits:
✔ Prevents Browning & Discoloration – Maintains fresh appearance in processed vegetables.
✔ Extends Shelf Life – Reduces oxidation and dehydration for longer-lasting freshness.
✔ Enhances Food Safety – No synthetic biocides or antibiotics, making it a clean-label solution.
✔ Reduces Acrylamide Formation – Minimizes harmful acrylamide levels in baked, roasted, and par-fried products.
Ideal for:
✔ Root Vegetables – Potatoes, turnips, parsnips, celeriac, and carrots (prevents white blush & dehydration).
✔ Leafy & Cruciferous Vegetables – Cabbage and cauliflower.
✔ Delicate Greens – Asparagus and other fresh-cut vegetables.
✔ Blanching & Pre-Frying Applications – Perfect for French fries and roasted potatoes, ensuring consistent color and texture.
Independently tested and market-validated, FoodCare® FCAV offers superior color retention and shelf-life extension, meeting the demand for natural, high-quality food solutions.
FoodCare® FCFVS – Natural Decontaminant for Whole Fruits & Vegetables


FoodCare® FCFVS is an innovative, natural liquid decontaminant designed to eliminate harmful microorganisms, yeast, and mold from post-harvest whole and pre-cut fruits and vegetables. Formulated with natural acidulants and vitamins, it provides a safe, effective alternative to harsh chemical decontaminants while preserving flavor, texture, and nutritional value.
Key Benefits:
✔ 100% Microbial Elimination – Achieves Log 7+ reductions in bacteria, mold, and yeast.
✔ Extends Shelf Life – Maintains freshness and quality without compromising taste.
✔ Breaks Down Harmful Biofilm – Ensures cleaner, safer produce.
✔ Safe Alternative to Harsh Chemicals – Replaces chlorine, chlorine dioxide, ozone, SO₂, and other hazardous agents.
✔ No Toxic Fumes or Odors – Provides a safer working environment for food processors.
✔ Removes Residues – Washes away pesticides, herbicides, fungicides, and fertilizers.
✔ Effective in Organic Matter – Unlike chlorine-based products, maintains efficacy even with high organic load.
Ideal for:
✔ Root Vegetables – Potatoes, carrots, and broccoli.
✔ Stone Fruits – Apricots, plums, and nectarines.
✔ Vegetable Fruits – Cucumbers and peppers.
✔ Vine Fruits – Grapes, melons, tomatoes, strawberries, and raspberries.
✔ Citrus Fruits – Lemons, oranges, and grapefruit.
✔ Tropical Fruits – Pineapple, papayas, kiwi, and mango.
FoodCare® FCFVS offers a clean-label, food-safe decontamination solution, ensuring safer, fresher, and longer-lasting produce without synthetic biocides or antibiotics.
PTI Pacific 1000 Series Filtration Systems – Elevating Purity, Ensuring Excellence

In food manufacturing, water quality and ingredient integrity directly impact the safety, taste, and consistency of the final product. The PTI Pacific 1000 Series is engineered to provide advanced filtration solutions that enhance product quality, extend shelf life, and streamline production processes—all while ensuring compliance with the highest food safety standards.
Why the 1000 Series is Essential for Food Manufacturing
✔ Superior Purification for Critical Food & Beverage Applications
From dairy processing to sauce production and beverage manufacturing, the 1000 Series ensures unmatched purity in every drop, removing unwanted contaminants while preserving essential minerals and flavors.
✔ Multi-Stage Filtration for Uncompromising Quality
Whether your process requires microfiltration, ultrafiltration, nanofiltration, or reverse osmosis, the 1000 Series provides precise, scalable filtration tailored to your needs.
✔ Enhances Shelf Life & Food Safety
Eliminates bacteria, pathogens, and impurities that could cause spoilage or off-flavors, ensuring longer-lasting and fresher food products.
✔ Optimized Water Usage & Sustainability
Smart filtration systems reduce water waste, optimize resource use, and support eco-friendly manufacturing—a crucial advantage for modern food processors.
✔ Customizable to Your Production Needs
Whether you need a high-pressure reverse osmosis system for ultra-pure water or a nanofiltration solution for precise mineral control, the PTI Pacific 1000 Series is built for flexibility and efficiency.
From dairy to ready-to-eat meals, sauces to bottled beverages, the PTI Pacific 1000 Series sets the standard for high-purity, food-safe filtration solutions.

Ultrafiltration – Precision Filtration for Purity & Performance
Ultrafiltration (UF) plays a vital role in food processing, ensuring ingredient purity and enhancing product consistency. It is an essential step in applications like:
✔ Dairy Processing – Removes bacteria and spores while retaining essential proteins for milk, cheese, and yogurt production.
✔ Juice & Beverage Processing – Enhances clarity and stability, removing fine particles without affecting flavor.
✔ Plant-Based Protein & Starch Filtration – Separates valuable proteins for alternative food production while removing unwanted contaminants.
✔ Wastewater Recovery & Reuse – Helps food manufacturers reduce water waste, supporting sustainability and cost efficiency.
Ultrafiltration delivers cleaner, safer, and higher-quality ingredients for food production—making it an indispensable tool in modern manufacturing.
Nanofiltration – Balancing Purity & Performance
Nanofiltration (NF) is an advanced filtration technology that fine-tunes water composition and removes unwanted organic compounds, making it ideal for:
✔ Mineral Control for Beverages – Adjusts mineral content in bottled water, dairy products, and juices, ensuring consistent taste and quality.
✔ Ingredient Purification for Food Processing – Removes pesticides, pathogens, and unwanted dissolved solids, ensuring cleaner raw materials for sauces, soups, and other processed foods.
✔ Reducing Sodium & Hardness in Water – Optimizes water quality for better texture, flavor, and stability in food products.
✔ Concentrating & Purifying Dairy & Plant-Based Ingredients – Enhances processing efficiency in cheese, whey, and alternative protein production.
Nanofiltration strikes the perfect balance between purification and mineral retention, making it a go-to technology for food and beverage manufacturers looking to improve product quality while maintaining efficiency.
Reverse Osmosis (RO) in Food Manufacturing: The Ultimate Purification Solution
Reverse osmosis (RO) is a game-changer in the food and beverage industry, delivering ultra-pure water that enhances product quality, consistency, and safety. By using a high-pressure membrane system, RO removes up to 99.9% of dissolved solids, contaminants, and impurities, ensuring that only the purest water is used in food production.
Why Reverse Osmosis Matters in Food Manufacturing:
✔ Unrivaled Purity – Eliminates bacteria, viruses, chemicals, and heavy metals, ensuring clean and safe water for food processing.
✔ Improved Product Quality – Enhances taste, texture, and consistency in food and beverages by removing unwanted minerals and contaminants.
✔ Extended Shelf Life – Reduces the risk of microbial growth and oxidation, keeping food products fresher for longer.
✔ Optimized Ingredient Mixing – Prevents unwanted interactions between water impurities and food ingredients, leading to a more refined final product.
✔ Sustainability & Cost Efficiency – Minimizes water waste and reduces reliance on costly bottled or distilled water.
Applications of Reverse Osmosis in Food Production:
Beverages: Ensures crystal-clear water for soft drinks, juices, teas, and coffee, preventing unwanted flavors.
Meat & Seafood Processing: Provides bacteria-free water to enhance food safety and sanitation.
Bakery & Dairy: Ensures consistency in dough texture, cheese production, and dairy processing.
Sauces & Ready-to-Eat Meals: Improves the stability and purity of processed foods.
With PTI Pacific's Reverse Osmosis Solutions, food manufacturers gain a reliable, high-performance water purification system designed for efficiency, sustainability, and superior product quality. Elevate your production process with the power of RO technology! 🚀
Process Filtration Specialists
With over 30 years of combined process filtration experience, PTI Pacific is your best partner for everything winery filtration. From water filtration including media, carbon and membrane systems, to CIP recovery and ultra-pure water production, PTI Pacific can offer the perfect and most economical solution.
Water Filtration including Carbon, Media
Membrane systems for water and CIP recovery - MF, UF, NF, RO
Sartorius 12-inch and 16-inch Lenticular Filter Modules
Sartorius 400x400 and 600x600 Filter Sheets
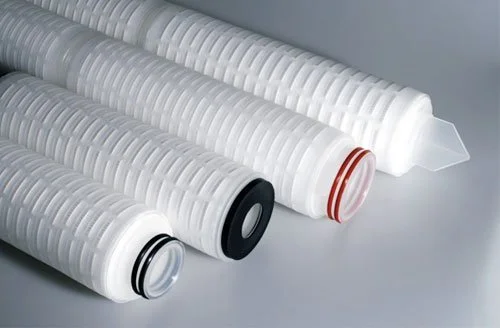
Sartorius Premium Pleated Cartridges, Membrane and Capsule Filters
Integrity Testing Devices
Australia’s Largest Range of Stainless Steel Housings







Sartorius JumboStar
The Most Gentle and Environmentally Friendly Method of Filtration for Wine
JumboStar by Sartorius has unique pleating technology allows a large filtration area for a high-flow rate and large retention capacity. Each pleat has a different length to allow more efficient back-flushing compared to standard filter cartridges.
Features include:
High filtration area 28 m2 (40” length)
High filtration capacity
High flow rate
The internal diameter of the cartridge of DN 100
The robust housing design can withstand significantly higher flow rates when back-flushing compared to standard cartridges
High resistance to differential pressure up to 4 bar | 58 psi at 20°C (68°F)
High temperature resistance (steam sterilisable)
Wide chemical compatibility for Jumbo Star filters

Dairy Automation & Mechanical Engineering
PTI Pacific has extensive experience in dairy production through to packaging and as such are the perfect partner for your electrical and automation upgrades or projects. As controls specialists we can support your process facility with:
PLC and HMI Programming
Control Panel Building and Installation
Electrical drafting and design
Machine upgrades and automation
Automation and Controls for Pumps, Drives, Valves, Heat-Exchanger, Conveyors etc
Tank Temperature Control Systems
Remote Machine Assess and Telemetry
SCADA Programming and Development

In addition to Electrical and Automation, PTI Pacific can offer a suite of mechanical and project engineering solutions for any winery application. These include:
Machine and factory design, layouts, P&ID and process flow modelling
CAD design including Autocad and Solidworks 2D/3D modelling
Project management for new or upgrade process and packaging lines
Machine sourcing and procurement including importing, installation and commissioning
SOP and operations manual development and writing
Service and preventative maintenance support